Dial Indicator Holder for Quick Change Toolpost
I made this dial indicator holder for my lathe’s A2Z quick change toolpost because I wanted a fast and convenient way of centering work in the four jaw chuck and I thought this would be a bit faster than messing with a general purpose magnetic indicator base.
I wanted to make it out of a scrap piece of aluminum that I had lying around and I needed to perform a boring operation to fit the shaft of the dial indicator, so I had to make sure the overall dimensions of the part were small enough so I could mount it on the faceplate of the lathe for boring.

The finished dial indicator holder. It has a ledge at the top end of the dovetail
channel that serves as a stop against the top of the tool post to set the height of the dial
indicator so it’s on center with the lathe axis.
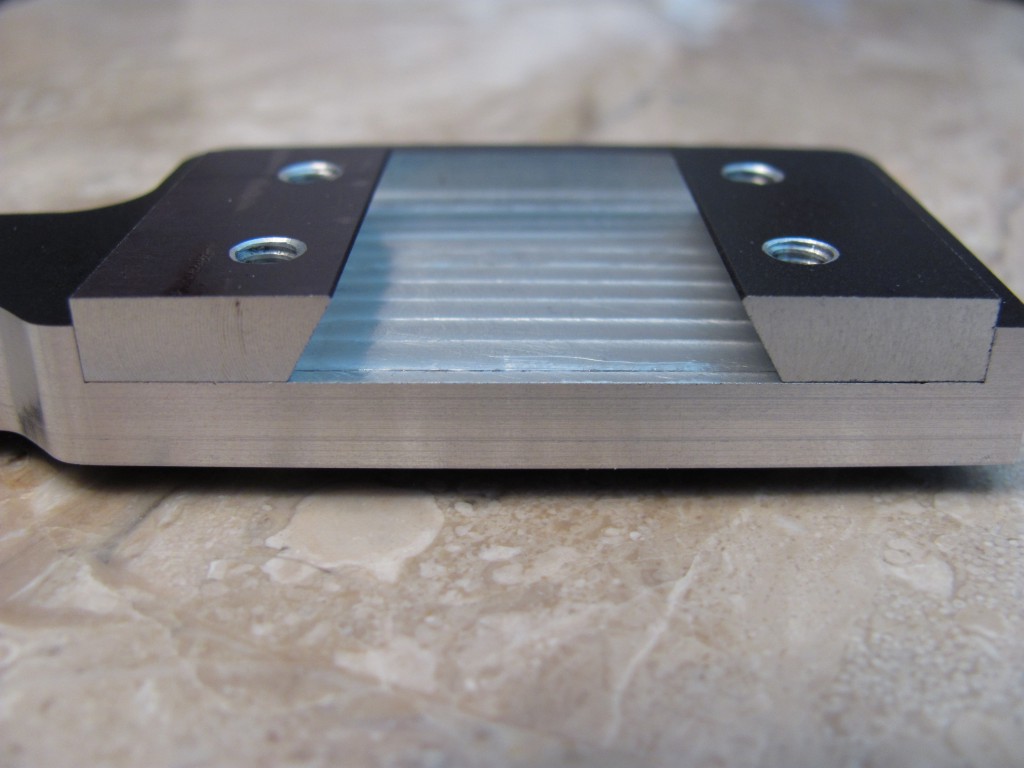
I didn’t have a dovetail cutter, so I decided to make the dovetails as
seperate pieces that get bolted to the main body of the holder. I cut the 60 degree dovetail
angle by mounting it in the mill vise and tilting the mill column over.

To finish it off, I tapped four holes for the dovetail, one for the screw that
grips the dial indicator, I cut a slit with a slitting saw and made a knurled brass thumbscrew.

Rear view of indicator holder showing the four bolts that hold
the dovetails on
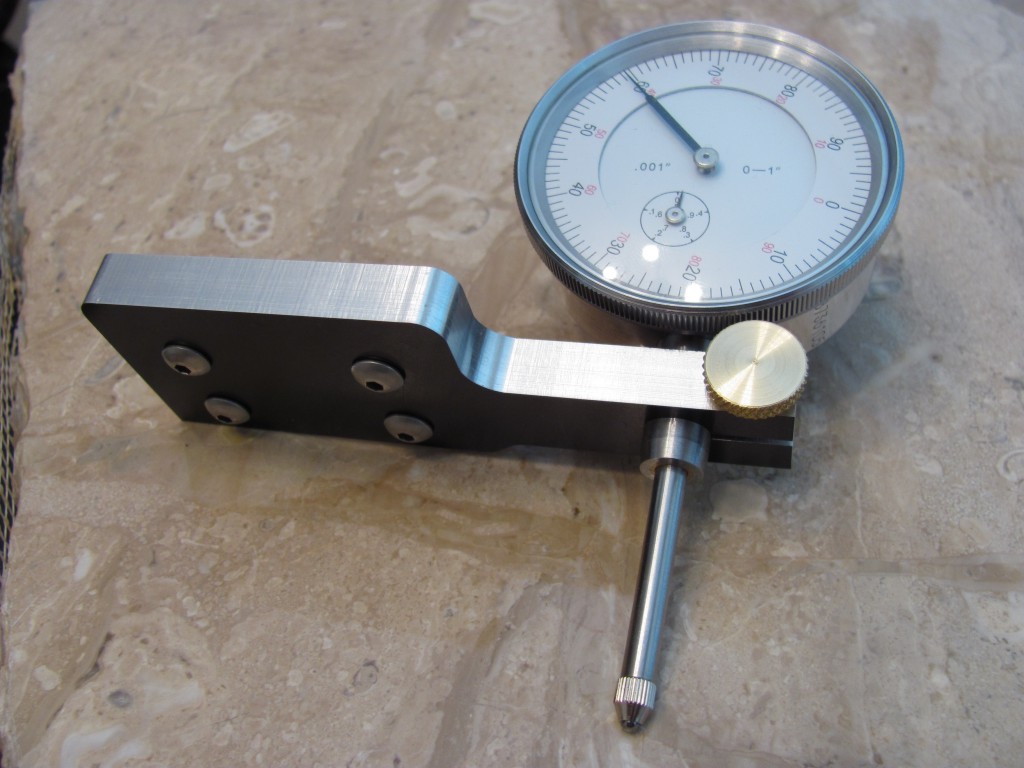
This is how the indicator is held in the holder

This is how it will be oriented when viewed from the operator’s point of view
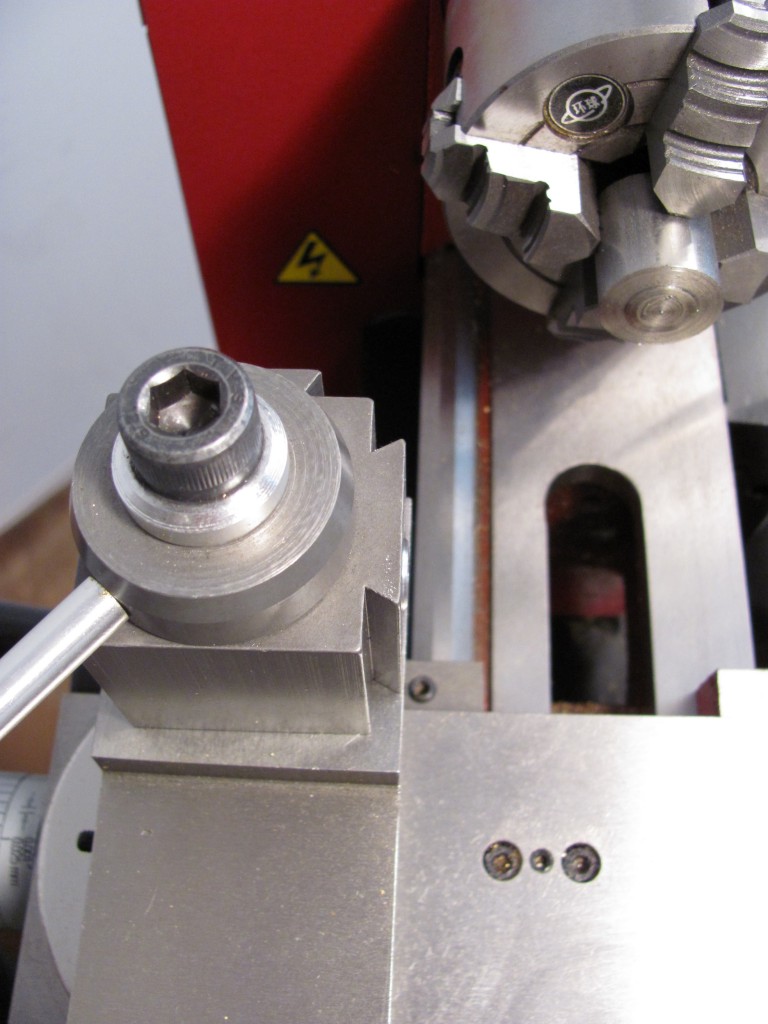
View of lathe from above without indicator mounted
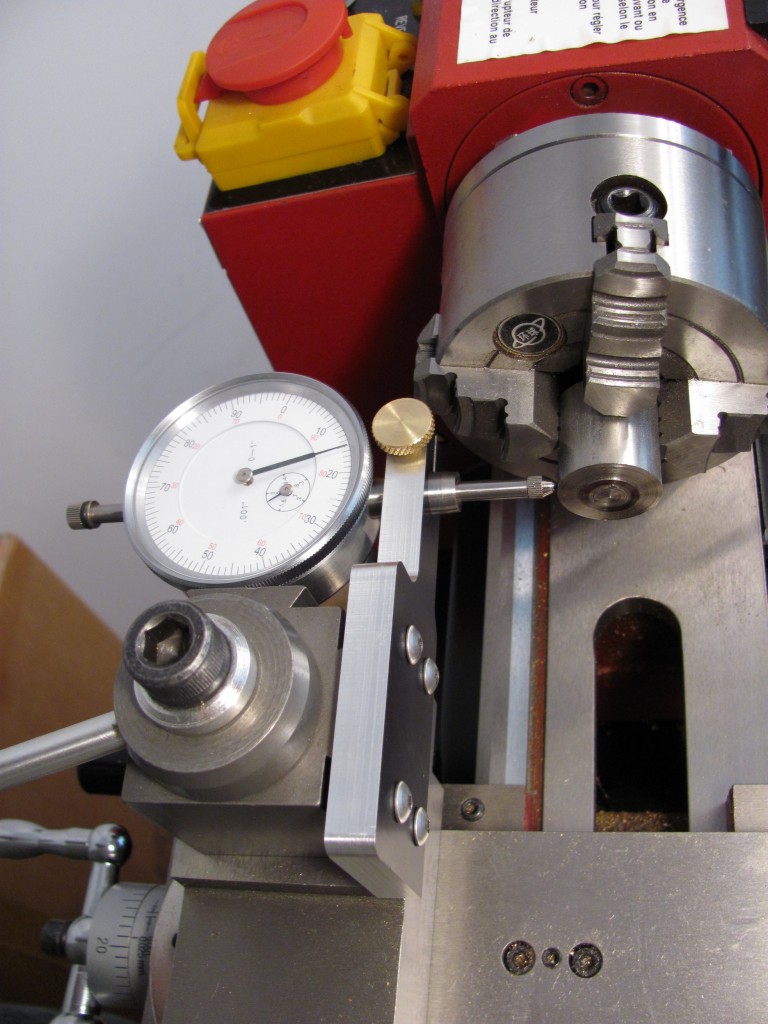
And here’s what it looks like with the indicator holder and indicator mounted.
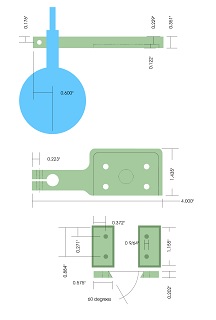
Here’s a vector drawing of the indicator holder.